Publié le 26 janvier 2026
Par : ShanJi Meng, analyste principal des métaux
Le cuivre et ses alliages demeurent parmi les matériaux les plus intéressants – et parfois les plus délicats – à usiner. Leur excellente conductivité thermique et électrique, leurs propriétés antimicrobiennes naturelles et leur recyclabilité totale les rendent indispensables dans les composants de véhicules électriques, l'accastillage naval, les engrenages de précision et les électrodes de soudage. Cependant, leur malléabilité, leur tendance à encrasser les outils et leur écrouissage exigent une approche adaptée.
En 2026, face à la forte demande de cuivre liée à l'électrification et aux énergies renouvelables, les usineurs constatent une augmentation des commandes d'alliages haute performance. Ce guide présente les nuances de cuivre les plus courantes, les procédés adaptés, leurs principaux avantages et inconvénients, des conseils pratiques de conception, des recommandations en matière d'outillage et des applications concrètes.
Nuances de cuivre courantes pour l'usinage CNC
Différentes applications requièrent différents alliages. Voici les nuances les plus courantes dans les ateliers d'usinage de précision :
- Cuivre pur (C10100/C11000)Pureté supérieure à 99,9 %, sans oxygène ou ETP. Idéal pour une conductivité maximale (barres omnibus, dissipateurs thermiques).
- Laiton (C36000, C26000)Outil de prédilection pour l'usinage libre, offrant une excellente évacuation des copeaux. Idéal pour les raccords, les vannes et les engrenages.
- Bronze d'aluminium (C95400, C95500)Haute résistance et excellente résistance à la corrosion en eau de mer. Idéal pour les hélices et les bagues marines.
- Bronze à l'étain (C90300, C90700)Résistance à l'usure supérieure et faible friction. Un classique pour les roulements et engrenages haute performance.
- Bronze phosphoreux (C51000, C54400)Excellente élasticité et résistance à la fatigue. Fréquemment rencontrée dans les connecteurs et les ressorts.
- Chrome-zirconium-cuivre (C18150/C18200)Durcissement par précipitation pour une résistance élevée + conductivité IACS de 80 à 90 %. Utilisé de préférence comme électrode de soudage par résistance et pour les pièces de moteurs de véhicules électriques.
-
Conseil pour une sélection rapide des notesPour les composants électriques : privilégiez le cuivre pur ou le CuCrZr. Pour les environnements corrosifs : optez pour le bronze d’aluminium. Pour une production en série aisée : choisissez le laiton.
Procédés d'usinage adaptés au cuivre
La plupart des nuances de cuivre s'usinent bien sur des équipements CNC standard :
- Fraisage CNCIdéal pour les géométries complexes, les poches et les pièces à 3-5 axes.
- Tournage CNCParfait pour les composants ronds tels que les bagues, les raccords et les arbres.
- Perçage et taraudageLe laiton et le bronze phosphoreux se taraudent facilement ; utilisez le perçage par points pour les trous profonds dans le cuivre pur.
- Tour de type suisse: Idéal pour les petites broches et les connecteurs de haute précision.
- EDM (si nécessaire)Rarement nécessaire, mais utile pour les éléments en CuCrZr trempé.

-
Avantages de l'usinage des alliages de cuivre
- Conductivité thermique supérieure → dissipe rapidement la chaleur, réduisant ainsi l'usure des outils.
- Excellentes propriétés électriques → essentielles pour les connecteurs et les électrodes.
- Surface antimicrobienne naturelle → idéale pour la transformation des aliments et les pièces médicales.
- Entièrement recyclable → conforme aux objectifs de développement durable de 2026.
- Finitions magnifiques → le laiton et le bronze sont polis pour obtenir un brillant exceptionnel.
Défis et solutions pratiques
La ductilité du cuivre pose des problèmes classiques — voici comment nous les gérons :
- Pépites gélatineuses et bord surélevé— Utilisez des outils à angle de coupe positif bien affûtés et beaucoup de liquide de refroidissement (émulsion ou huile).
- écrouissage— Effectuez des passages légers (0,1 à 0,5 mm de profondeur) et évitez de vous attarder.
- Formation de bavures— Les machines en laiton sont pratiquement exemptes de bavures ; le cuivre pur nécessite un ébavurage ou un fraisage en avalant.
- dilatation thermique— Fixez soigneusement le dispositif et utilisez un liquide de refroidissement par arrosage pour contrôler les dimensions.
Conseil de proPour le cuivre pur, les outils en diamant polycristallin (PCD) durent 10 fois plus longtemps que ceux en carbure.

-
Considérations et conseils de conception
- Tolérances: ±0,01 mm est réalisable sur le laiton/CuCrZr ; le cuivre pur peut nécessiter ±0,02 mm en raison de sa malléabilité.
- Épaisseur de paroi: Minimum 0,5 à 1 mm pour éviter toute déviation.
- Rayons et congésAjoutez des rayons généreux (au moins 0,5 mm) pour réduire les contraintes et améliorer la durée de vie de l'outil.
- Finition de surfaceRa 0,4 µm est la norme pour le carbure poli ; des finitions miroir sont possibles sur le laiton.
- Traitement thermiqueLe CuCrZr nécessite un vieillissement après usinage pour atteindre sa dureté maximale — prévoyez-le en conséquence.
Recommandations en matière d'outillage et de paramètres
- Matériaux pour outilsCarbure non revêtu ou revêtu de diamant pour la plupart des pièces ; PCD pour les travaux de grande envergure en cuivre pur.
- Vitesses et avances (exemple pour le laiton C36000, fraise en bout de 10 mm):
- Broche : 8 000 à 12 000 tr/min
- Avance : 1 000 à 2 000 mm/min
- Profondeur de coupe : 0,5 à 2 mm axiale
- liquide de refroidissementÀ utiliser systématiquement — prévient le grippage et améliore la finition.
Applications concrètes
- Laiton → engrenages de précision, corps de vannes, quincaillerie décorative.
- Bronze d'aluminium → bagues marines, turbines de pompe.
- Bronze à l'étain → engrenages à vis sans fin, roulements à forte charge.
- Bronze phosphoreux → contacts électriques à ressort.
- Cuivre pur → échangeurs de chaleur, barres omnibus.
- CuCrZr → électrodes de soudage par points, barres de rotor de véhicule électrique.
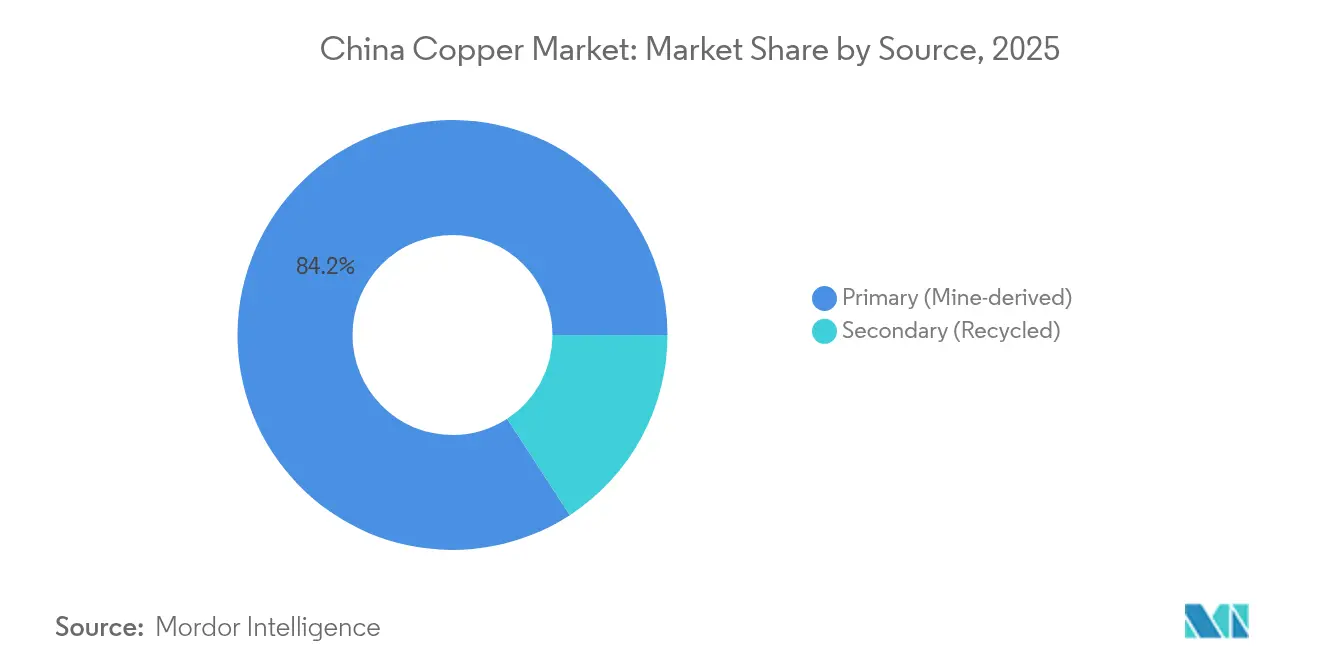
Facteurs de coût et de durabilité en 2026
Le prix des matières premières fluctue (cuivre pur : environ 11 000 à 13 000 $/tonne), mais le laiton reste le plus économique. Dans de nombreux ateliers, le taux de recyclage dépasse désormais 50 %, ce qui réduit les coûts et l’empreinte carbone. Il faut s’attendre à une offre plus restreinte de CuCrZr en raison de la demande croissante de véhicules électriques.
Réflexions finales
L'usinage du cuivre exige une préparation minutieuse et le choix d'une nuance appropriée. Grâce aux conseils ci-dessus, vous produirez de manière constante des pièces fonctionnelles de haute qualité, conformes aux spécifications les plus exigeantes.
Prêt à donner vie à votre projet ? Découvrez notre gamme complète d’alliages de cuivre (laiton, bronze d’aluminium, bronze à l’étain, bronze phosphoreux, cuivre pur et CuCrZr) dans notre dernier catalogue de produits, ou contactez notre équipe d’ingénieurs pour obtenir des devis d’usinage sur mesure et une assistance technique.
Télécharger le catalogue des produits en alliages de cuivre 2026 (PDF)
-
Contactez-nous pour des pièces en cuivre sur mesure et des devis
Date de publication : 26 janvier 2026